Dem zmb stehen diverse Prüfstände zur Verfügung. Eine Auswahl finden Sie im folgenden auf dieser Seite.
Fallturm

Einsatzgebiete
- Untersuchungen des Energieabsorptionsverhaltens von Strukturen und Werkstoffen
- Kostengünstige Nachbildungen von Crashreparaturtests
- Nachbildungen von Aufprallkonfigurationen im Rahmen des Fußgängerschutzes
Technische Daten
- Fallmassen zwischen 5 kg und 800 kg
- Aufprallgeschwindigkeiten bis zu 42 km/h
- Erfassung der Impactorverzögerungen und -wege sowie der Reaktionskräfte mit 100 kHz
- Digitale High-Speed-Videosysteme mit bis zu 5000 Bildern/s
- Wegmessung: bis 400 mm
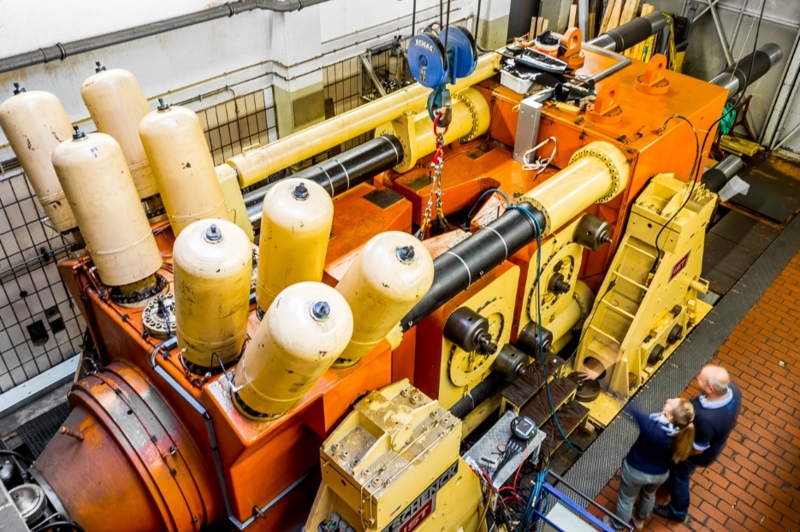
Universalwalzwerk - Bühler VRW-400
Universalwalzwerk des IBF (Standort IBF): Flach- und Kaliberwalzen, Kalt und Warm, Duo und Quarto, Walzkraft bis 4 MN

Hochpräzisionswalzwerk
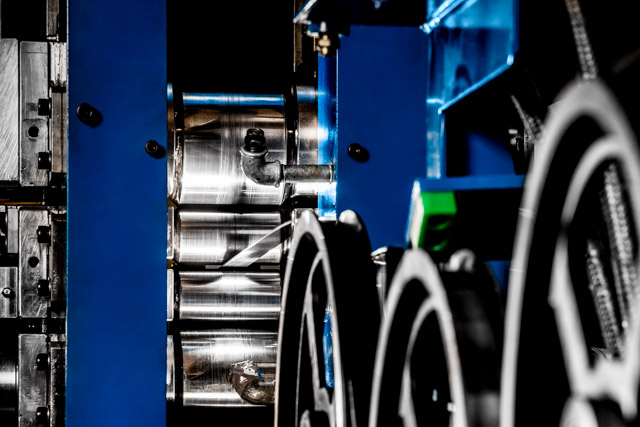
Hochpräzisionswalzwerk des IBF (Standort IBF): Tandemflachwalzwerk für Draht und Spaltband, Walzkraft bis 100 kN
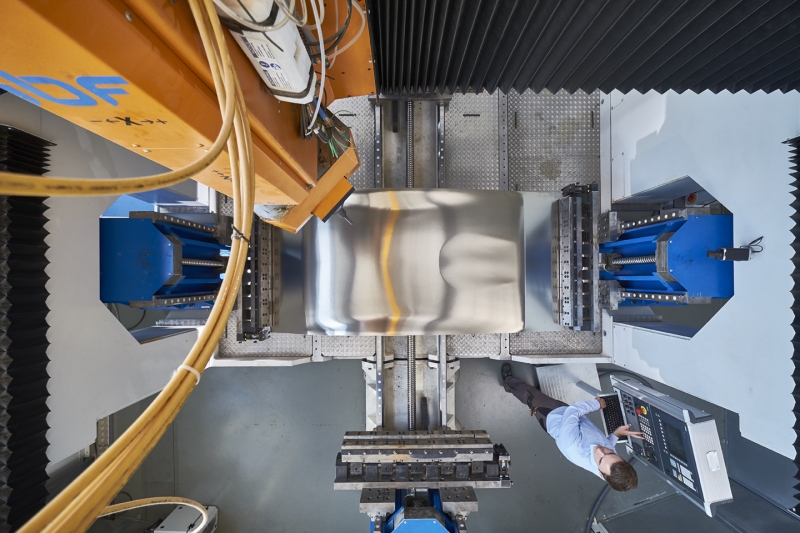
Flexibles Blechbearbeitungszentrum
Flexibles Blechbearbeitungszentrum des IBF (Standort ZMB): Integrierte Fertigung komplexer Blechbauteile als Prototypen und Kleinserien
Hot-Gas-Bulgetest
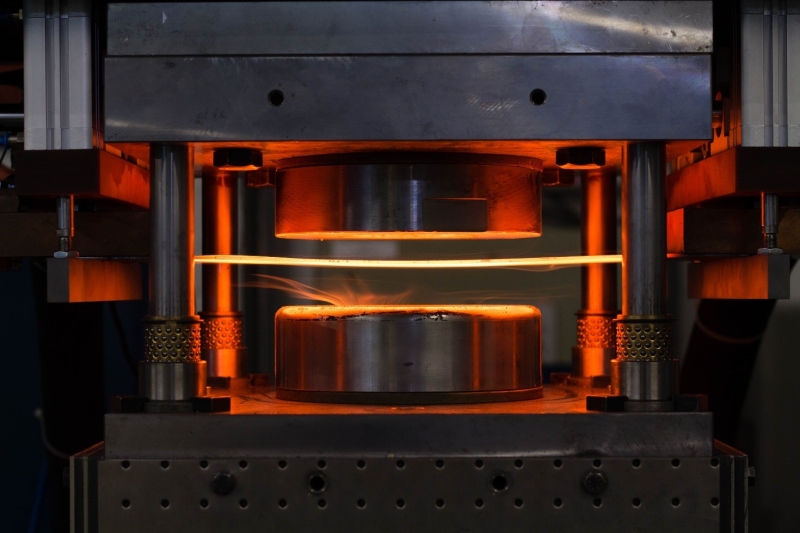
Hot-Gas-Bulgetest des IBF (Standort IBF): Gasbasierter Hochtemperaturtiefungsversuch zur Ermittlung von Fließkurvenfeldern für moderne Warmblechumformprozesse bei dynamischen Geschwindigkeiten
Weiterführende Informationen zur Forschung im Bereich der Materialcharakterisierung am IBF.
Elektronenstrahl-Schweißanlage probeam K7
In der Prüfhalle des ZMB steht dem ISF eine Elektronenstrahl-Schweißanlage der pro-beam GmbH zur Verfügung. Die Anlage ermöglicht das Schweißen von elektrisch leitenden und selbst hochreaktiven Werkstoffen wie Titan, Wolfram oder Niob im Hochvakuum von bis zu 10-8 bar. Darüber hinaus erlaubt die nahezu trägheitslose Ablenkung des Elektronenstrahls eine Strahloszillation von bis zu 50 kHz, was sogar das Schweißen mit mehreren simultanen Schmelzbädern ermöglicht. Seit dem Jahr 2021 verfügt die Schweißanlage über die Möglichkeit selbst bei maximaler Leistungsabgabe von 12 kW den Strahl mit bis zu 1.000 Hz zu pulsen, was neue Einsatzgebiete für aktuelle und zukünftige Forschungsvorhaben eröffnet.
Einsatzgebiete
- Schweißen elektrisch leitender Werkstoffe
- Oberflächenbearbeitung
- Vor- und Nachwärmen unmittelbar vor/nach dem Schweißprozess
- Auftragsschweißen
- 3D-Auftragsschweißen
Technische Daten
- 120 kV Beschleunigungsspannung
- Strahlleistung 12 kW
- Bis 100 mA Strahlstrom
- Max. 3 kV Steuerspannung
- 0,7 m³ Kammervolumen (900*900*900 mm³)
- Arbeitsdruck 10-8 bar
- Video-Einblick und elektronenoptisches Einblicksystem
- Strahlvermessung

Rührreibschweißanlage des ISF, PTG Powerstir 345C
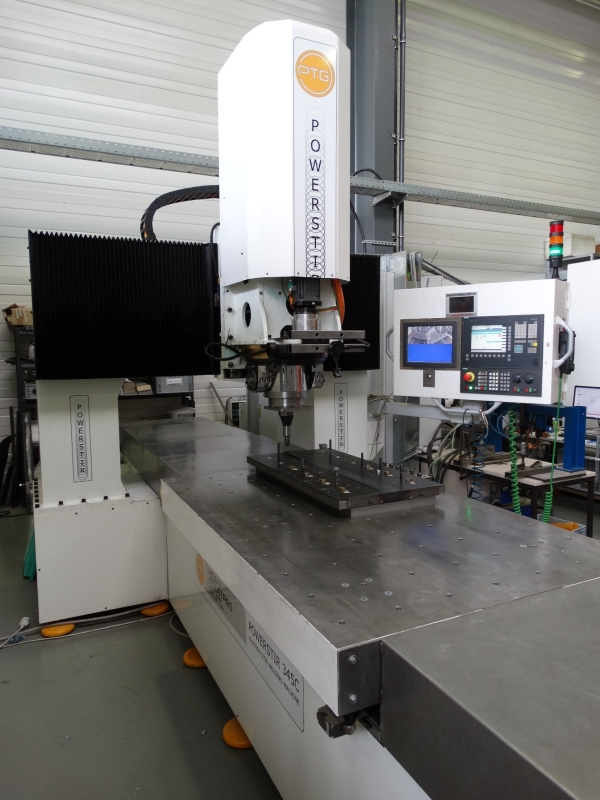
Für das relativ junge und innovative Rührreibschweißen (FSW) stellt das Institut für Schweiß und Fügetechnik (ISF) am ZMB eine Portal-Rührreibschweißanlage bereit. Das FSW arbeitet unterhalb des Schmelzpunkts der zu verschweißenden Werkstücke. Dadurch kommt es zu extrem hoher Festigkeit und geringem Verzug. Das Verfahren wird daher für industrielle Anwendungen im Bereichen des Leichtbaus eingesetzt, z.B. im Schiffbau, Schienenfahrzeugbau, Automobilbau und der Luft- und Raumfahrt. ´Typischerweise werden dabei Bleche, Gussteile oder Strangpressprofile aus Aluminiumlegierungen im Bereich von 1 – 20 mm gefügt. Neben dem im Leichtbau verwendeten Aluminium können alle NE-Metalle wie die in der Elektrotechnik verwendeten Kupferlegierungen sowie Mischverbindungen (z.B. Al-Cu) in höchster Qualität verschweißt werden.
Entwicklungsfelder- Fügen von NE-Metallen (Al, Cu, Mg, Ti) und deren Mischverbindungen
- Schweißen von Aluminiumstrukturbauteilen
- Anwendungsbezogene Prozessentwicklung
- Minimierung des Verzugs beim Fügen 1-20 mm Blechdicke
- Konstruktionsgerechte Auslegung und Entwicklung von Fügestrategien
- Inline-Prozessüberwachung und Qualitätsprädiktion
Technische Daten PTG Powerstir 345C
- Spindelleistung 68 kW
- Maximale Axialkraft 60 kN
- Spindeldrehzahl 0 – 2000 1/min
- Spanntisch Größe (x/y) 2000 x 1000 mm²
- Maximale Schweißgeschwindigkeit 10000 mm/min
- C-Achse (2-D Geometrien) n x 360 [°]
- Blechdicke 0,7 – 20 mm
- Maschinen und Schweißdatenüberwachung
- Kraftregelung
Hochgeschwindigkeitsprüfung
Servohydraulische Schnellzerreißmaschine, 50kN, 20m/s

Hochfrequenz-Ermüdungsprüfung
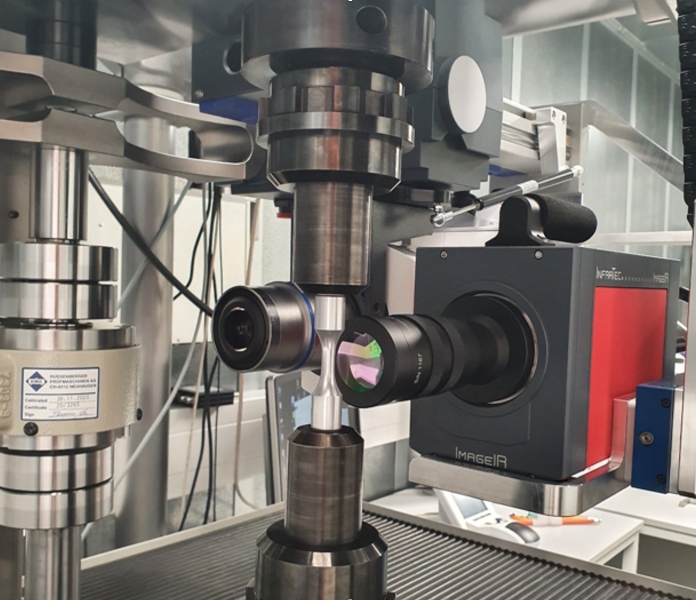
mit hochauflösender Thermographie
Resonanzprüfmaschine Gigaforte, 50kN, 1000Hz
Universal-Großprüfmaschine
Servohydraulische Resonanzprüfmaschine, 12000kN, 60Hz